ST37 ST35 ST52 მაღალი სიზუსტის ფოლადის მილის მილი
Din 2391 უწყვეტი ფოლადის მილი (Din 2391, En 10305-1, en 10305-4, BS 6323 ზუსტი უწყვეტი ფოლადის მილი NBK GBK)
სპეციფიკაცია
| სტანდარტული | DIN2391 DIN1630 DIN2448 |
| შეფასება | ST35/E235 ST37.4 ST45/E255 ST52/E355 |
| მიწოდების პირობა | NBK(+N) BK(+C) GBK(+A) BKW(+LC) BKS(+SR) |
| ზომა | OD:4-დან 219მმ-მდე სისქე 0.5-35მმ, სიგრძე: 3მ,5.8,6 ან მოთხოვნების შესაბამისად |
| დასრულება | გალვანზირებული ზედაპირი (მოყვითალო/ფერადი) თუთიის საფარი 8-12 მმ |
| განაცხადი | Ჰიდრავლიკური სისტემა;მანქანა/ავტობუსი;სამშენებლო მანქანა |
| Მიტანის დრო | A.3 დღე, თუ ეს საქონელი არის მარაგის საქონელი. B. დაახლოებით 30 დღე რაოდენობის მიხედვით |
ზედაპირული მკურნალობა
1. შიშველი მილი (საფარის გარეშე): ნათელი და გლუვი
ა. ვერცხლის გალვანური
B. ყვითელი galvanized
C. ზეთისხილის მწვანე დაფარული
ფენის სისქე: 8-20მმ, მარილიანი სპრეის ტესტი: 48-150 საათი
3. შავი ფოსფატი
სხვადასხვა სფეროები
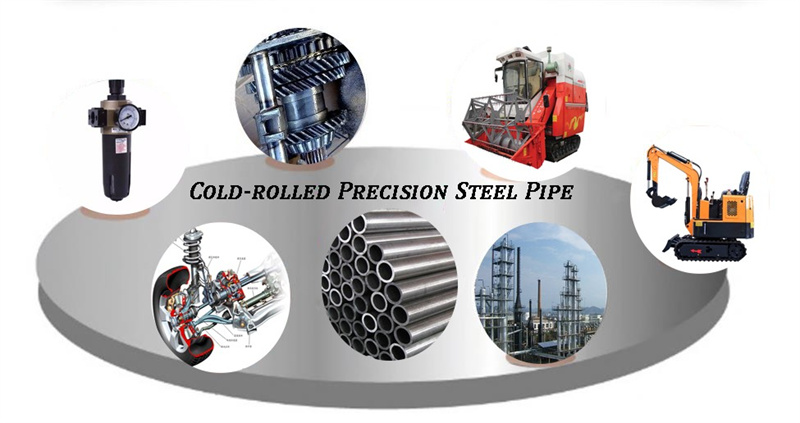
1. საავტომობილო სფეროები
ა. საწვავის ინექციის ხაზები/საქშენები
B. CNG (შეკუმშული ბუნებრივი აირი) მილი - ადიდებული წნევა: 1307 ბარი, სამუშაო წნევა: დაახლოებით 350 ბარი
C. წამყვანი ტრანსმისია: საჭის სვეტის ელემენტები
D. გადაცემათა ლილვები, ხელის მუხრუჭები, წინა ღერძები, აირბალიშის ინჰალატორები, სტაბილიზატორები, სავარძლების შესაკრავები, წინა ამძრავი ლილვები
2. ჰიდრავლიკური ველები
ა. ჰიდრავლიკური სქემები (HPL), პნევმატური ხაზები და ჰიდრავლიკური საკიდარი
B. ჰიდრავლიკური ცილინდრები (HPZ)
Ქიმიური შემადგენლობა
| ფოლადის კლასი | C | Si | Mn | P | S | Al | |
| სახელი | არა. | მაქს | მაქს | მაქს | მაქს | მაქს | მაქს |
| ST35 | 1.0308 | 0.17 | 0.35 | 0.4 (წთ) | 0.025 | 0.025 | - |
| ST45 | 1.0408 | 0.21 | 0.35 | 0.4 (წთ) | 0.025 | 0.025 | - |
| ST52 | 1.058 | 0.22 | 0.55 | 1.6 | 0.025 | 0.025 | - |
Მექანიკური საკუთრება
| ფოლადის კლასი | მოსავლიანობის სიძლიერე (Mpa) | დაჭიმვის სიძლიერე (Mpa) | დრეკადობა (%) | |
| სახელი | არა. | ReH (წთ) | Rm (წთ) | A (წთ) |
| ST35 | 1.0308 | 235 | 340-დან 480-მდე | 25 |
| ST45 | 1.0408 | 255 | 440-დან 570-მდე | 21 |
| ST52 | 1.058 | 355 | 490-დან 630-მდე | 22 |
ტოლერანტობა
| OD | დასაშვები ტოლერანტობა | განსაკუთრებული ტოლერანტობა | ||
|
| GB/T3639 | DIN2391 | OD | WT |
| 4მმ-20მმ | ±0.10 მმ | ±0.08 მმ | ±0.05 მმ | ±0.05 მმ |
| 20მმ-30მმ | ±0.10 მმ | ±0.08 მმ | ±0.08 მმ | ±0.08 მმ |
| 31მმ-40მმ | ± 0.15 მმ | ± 0.15 მმ | ±0.10 მმ | ±0.08 მმ |
| 41მმ-60მმ | ±0.20 მმ | ±0.20 მმ | ± 0.15 მმ | ± 0.15 მმ |
| 61მმ-80მმ | ±0.30 მმ | ±0.30 მმ | ±0.20 მმ | ±0.20 მმ |
| 81მმ-120მმ | ±0.45 მმ | ±0.45 მმ | ±0.30 მმ | ±0.30 მმ |
მიწოდების პირობა
| Დანიშნულება | სიმბოლო | აღწერა |
| ცივი დასრულებული (მძიმე) | BK(+C) | მილები არ ექვემდებარება თერმულ დამუშავებას საბოლოო ცივი ფორმირების შემდეგ და, შესაბამისად, აქვთ საკმაოდ მაღალი წინააღმდეგობა დეფორმაციის მიმართ. |
| ცივი დასრულება (რბილი) | BKW | საბოლოო თერმული დამუშავებას მოჰყვება ცივი ნახაზი, რომელიც მოიცავს შეზღუდულ დეფორმაციას.შესაბამისი შემდგომი დამუშავება იძლევა ცივ ფორმირების გარკვეულ ხარისხს (მაგ., მოხრილი, გაფართოება) |
| (+LC) | ||
| ცივი დამუშავებული და სტრესისგან მოხსნილი | BKS(+SR) | თერმული დამუშავება გამოიყენება ბოლო ცივი ფორმირების პროცესის შემდეგ.შესაბამისი დამუშავების პირობების გათვალისწინებით, ნარჩენი ძაბვის მატება გარკვეულწილად იძლევა ფორმირების და დამუშავების საშუალებას. |
| ანელებული | GBK(+A) | ბოლო ცივი ფორმირების პროცესს მოჰყვება დამუშავება კონტროლირებად ატმოსფეროში. |
| ნორმალიზებული | NBK(+N) | ბოლო ცივი ფორმირების პროცესს მოჰყვება ადუღება ზედა ტრანსფორმაციის წერტილის ზემოთ კონტროლირებად ატმოსფეროში. |
Ხარისხის გარანტია
1. მკაცრი DIN2391/EN10305 ან სხვა სტანდარტის მიხედვით.
2. ნიმუში: ნიმუში უფასოა ტესტირებისთვის.
3. ტესტები: მარილის სპრეის ტესტი / დაჭიმვის ტესტი / მორევის დენი / ქიმიური შემადგენლობის ტესტი მომხმარებელთა მოთხოვნით
4. სერთიფიკატი: IATF16949, ISO9001, SGS და ა.შ.
5.EN 10204 3.1 სერთიფიკატი
პროდუქტის შეფუთვა