


ფოლადის მილები მანქანის ნაწილებისთვის / SCM420H SCM440H SCM435 მანქანები ფოლადის მილები
მახასიათებლები
მასალის ხარისხი:
STKM 11A 12A 12B 12C 13A 13B 13C 14A 14B 14C 15A 15C და ა.შ.
ზედაპირის დამუშავება:
1.გაშიშვლებული
2.შავი შეღებილი (ლაქის საფარი)
3.გალავანიზებული
4.ზეთოვანი
5.მომხმარებლების მიხედვით.
JIS G3445 ზუსტი ფოლადის მილები ძირითადად გამოიყენება საავტომობილო და ზუსტი მანქანების ნაწილებში მანქანებისა და ცილინდრისთვის.წნევის გამოყენება, ასევე ორთქლის, წყლის, გაზსადენების ტრანსპორტირებისთვის.
Ქიმიური შემადგენლობა
| შეფასება | Დანიშნულება | ერთეული (%) | ||||||
| C | Si | Mn | P | S | Nb ან V | |||
| მე-11 კლასი | A | STKM 11A | 0.12 მაქს. | 0.35 მაქს. | 0.60 მაქს. | 0.040 მაქს. | 0.040 მაქს. | - |
| მე-12 კლასი | A | STKM 12A | 0.20 მაქს. | 0.35 მაქს. | 0.6 მაქს. | 0.04 მაქს. | 0.04 მაქს. | |
| B | STKM 12B | |||||||
| C | STKM 12C | |||||||
| მე-13 კლასი | A | STKM 13A | 0.25 მაქს. | 0.35 მაქს. | 0,30~0,90 | 0.040 მაქს. | 0.040 მაქს. | - |
| B | STKM 13B | |||||||
| C | STKM 13C | |||||||
| მე-14 კლასი | A | STKM 14A | 0.30 მაქს. | 0.35 მაქს. | 0.30-1.00 | 0.040 მაქს. | 0.040 მაქს. | - |
| B | STKM 14B | |||||||
| C | STKM 14C | |||||||
| მე-15 კლასი | A | STKM 15A | 0,25~0,35 | 0.35 მაქს. | 0.30-1.00 | 0.040 მაქს. | 0.040 მაქს. | - |
| C | STKM 15C | |||||||
| მე-16 კლასი | A | STKM 16A | 0,35~0,45 | 0.40 მაქს. | 0.40-1.00 | 0.040 მაქს. | 0.040 მაქს. | - |
| C | STKM 16C | |||||||
| მე-17 კლასი | A | STKM 17A | 0,45~0,55 | 0.40 მაქს. | 0.40-1.00 | 0.040 მაქს. | 0.040 მაქს. | - |
| C | STKM 17C | |||||||
| მე-18 კლასი | A | STKM 18A | 0.18 მაქს. | 0.55 მაქს. | 1.50 მაქს. | 0.040 მაქს. | 0.040 მაქს. | - |
| B | STKM 18B | |||||||
| C | STKM 18C | |||||||
| მე-19 კლასი | A | STKM 19A | 0.25 მაქს. | 0.55 მაქს. | 1.50 მაქს. | 0.040 მაქს. | 0.040 მაქს. | - |
| C | STKM 19C | |||||||
| მე-20 კლასი | A | STKM 20A | 0.25 მაქს. | 0.55 მაქს. | 1.60 მაქს. | 0.040 მაქს. | 0.040 მაქს. | 0.15 მაქს |
Მექანიკური საკუთრება
| ფოლადის კლასი | მოსავლიანობის სიძლიერე (Mpa) | დაჭიმვის სიძლიერე (Mpa) | დრეკადობა (%) | |
| სახელი | არა. | ReH (წთ) | Rm (წთ) | A (წთ) |
| STKM 11A |
| _ | 290 | 35 |
| STKM 12A |
| 175 | 340 | 35 |
| STKM 12B |
| 275 | 390 | 25 |
| STKM 12C |
| 355 | 4700 | 20 |
| STKM13A |
| 215 | 370 | 30 |
| STKM 11B |
| 305 | 440 | 20 |
| STKM11C |
| 380 | 510 | 15 |
ტოლერანტობა
| ზომა | დასაშვები ტოლერანტობა | განსაკუთრებული ტოლერანტობა | ||
| OD | WT | OD | WT | |
| 4მმ-20მმ | ±0.25 მმ | <3 მმ± 0,3 მმ;
≥ 3 მმ ±10%
| ±0.05 მმ | ±0.05 მმ |
| 20მმ-30მმ | ±0.25 მმ | ±0.08 მმ | ±0.08 მმ | |
| 31მმ-40მმ | ±0.25 მმ | ±0.10 მმ | ±0.08 მმ | |
| 41მმ-49მმ | ±0.25 მმ | ± 0.15 მმ | ± 0.15 მმ | |
| 50მმ-80მმ | ±0.5% | ±0.20 მმ | ±0.20 მმ | |
| 81მმ-120მმ | ±0.5% | ±0.30 მმ | ±0.30 მმ | |
მიტანის პირობა
| Დანიშნულება | სიმბოლო | აღწერა |
| ცივი დასრულებული (მძიმე) | BK(+C) | მილები არ ექვემდებარება თერმულ დამუშავებას საბოლოო ცივი ფორმირების შემდეგ და, შესაბამისად, აქვთ საკმაოდ მაღალი წინააღმდეგობა დეფორმაციის მიმართ. |
| ცივი დასრულება (რბილი) | BKW | საბოლოო თერმული დამუშავებას მოჰყვება ცივი ნახაზი, რომელიც მოიცავს შეზღუდულ დეფორმაციას.შესაბამისი შემდგომი დამუშავება იძლევა ცივ ფორმირების გარკვეულ ხარისხს (მაგ., მოხრილი, გაფართოება) |
| (+LC) | ||
| ცივი დამუშავებული და სტრესისგან მოხსნილი | BKS(+SR) | თერმული დამუშავება გამოიყენება ბოლო ცივი ფორმირების პროცესის შემდეგ.შესაბამისი დამუშავების პირობების გათვალისწინებით, ნარჩენი ძაბვის მატება გარკვეულწილად იძლევა ფორმირების და დამუშავების საშუალებას. |
| ანელებული | GBK(+A) | ბოლო ცივი ფორმირების პროცესს მოჰყვება დამუშავება კონტროლირებად ატმოსფეროში. |
| ნორმალიზებული | NBK(+N) | ბოლო ცივი ფორმირების პროცესს მოჰყვება ადუღება ზედა ტრანსფორმაციის წერტილის ზემოთ კონტროლირებად ატმოსფეროში. |
მიტანის პირობა
| Დანიშნულება | სიმბოლო | აღწერა |
| ცივი დასრულებული (მძიმე) | BK(+C) | მილები არ ექვემდებარება თერმულ დამუშავებას საბოლოო ცივი ფორმირების შემდეგ და, შესაბამისად, აქვთ საკმაოდ მაღალი წინააღმდეგობა დეფორმაციის მიმართ. |
| ცივი დასრულება (რბილი) | BKW | საბოლოო თერმული დამუშავებას მოჰყვება ცივი ნახაზი, რომელიც მოიცავს შეზღუდულ დეფორმაციას.შესაბამისი შემდგომი დამუშავება იძლევა ცივ ფორმირების გარკვეულ ხარისხს (მაგ., მოხრილი, გაფართოება) |
| (+LC) | ||
| ცივი დამუშავებული და სტრესისგან მოხსნილი | BKS(+SR) | თერმული დამუშავება გამოიყენება ბოლო ცივი ფორმირების პროცესის შემდეგ.შესაბამისი დამუშავების პირობების გათვალისწინებით, ნარჩენი ძაბვის მატება გარკვეულწილად იძლევა ფორმირების და დამუშავების საშუალებას. |
| ანელებული | GBK(+A) | ბოლო ცივი ფორმირების პროცესს მოჰყვება დამუშავება კონტროლირებად ატმოსფეროში. |
| ნორმალიზებული | NBK(+N) | ბოლო ცივი ფორმირების პროცესს მოჰყვება ადუღება ზედა ტრანსფორმაციის წერტილის ზემოთ კონტროლირებად ატმოსფეროში. |
| მაღალი სიზუსტის ფოლადის მილები მარაგშია | ||||||||||
| OD | სისქე (მმ) | |||||||||
| mm | ||||||||||
| 4 | 4*1 | |||||||||
| 6 | 6*1 | 6*1.5 | 6*2 | |||||||
| 8 | 8*1 | 8*1.5 | 8*2 | |||||||
| 10 | 10*1 | 10*1.5 | 10*2 | 10*2.5 | ||||||
| 12 | 12*1 | 12*1.5 | 12*2 | 12*2.5 | 12*3 | |||||
| 14 | 14*1 | 14*1.5 | 14*2 | 14*2.5 | 14*3 | |||||
| 15 | 15*1 | 15*1.5 | 15*2 | 15*2.5 | 15*3 | 15*3.5 | ||||
| 16 | 16*1 | 16*1.5 | 16*2 | 16*2.5 | 16*3 | 16*3.5 | 16*4 | 16*4.5 | ||
| 18 | 18*1 | 18*1.5 | 18*2 | 18*2.5 | 18*3 | 18*3.5 | 18*4 | 18*4.5 | ||
| 20 | 20*1 | 20*1.5 | 20*2 | 20*2.5 | 20*3 | 20*3.5 | 20*4 | 20*4.5 | 20*5 | |
| 22 | 22*1 | 22*1.5 | 22*2 | 22*2.5 | 22*3 | 22*3.5 | 22*4 | 22*4.5 | 22*5 | |
| 25 | 25*1 | 25*1.5 | 25*2 | 25*2.5 | 25*3 | 25*3.5 | 25*4 | 25*4.5 | 25*5 | |
| 28 | 28*1 | 28*1.5 | 28*2 | 28*2.5 | 28*3 | 28*3.5 | 28*4 | 28*4.5 | 28*5 | |
| 30 | 30*1 | 30*1.5 | 30*2 | 30*2.5 | 30*3 | 30*3.5 | 30*4 | 30*4.5 | 30*5 | 30*6 |
| 32 | 32*1.5 | 32*2 | 32*2.5 | 32*3 | 32*3.5 | 32*4 | 32*4.5 | 32*5 | 32*6 | |
| 34 | 34*1.5 | 34*2 | 34*2.5 | 34*3 | 34*3.5 | 34*4 | 34*4.5 | 34*5 | 34*6 | |
| 35 | 35*1.5 | 35*2 | 35*2.5 | 35*3 | 35*3.5 | 35*4 | 35*4.5 | 35*5 | 35*6 | |
| 38 | 38*2 | 38*2.5 | 38*3 | 38*3.5 | 38*4 | 38*4.5 | 38*5 | 38*6 | ||
| 40 | 40*2 | 40*2.5 | 40*3 | 40*3.5 | 40*4 | 40*4.5 | 40*5 | 40*6 | ||
| 42 | 42*2 | 42*2.5 | 42*3 | 42*3.5 | 42*4 | 42*4.5 | 42*5 | 42*6 | ||
| 45 | 45*2 | 45*2.5 | 45*3 | 45*3.5 | 45*4 | 45*4.5 | 45*5 | 45*6 | ||
| 46 | 46*2 | 46*2.5 | 46*3 | 46*3.5 | 46*4 | 46*4.5 | 46*5 | 46*6 | ||
| 48 | 48*2 | 48*2.5 | 48*3 | 48*3.5 | 48*4 | 48*4.5 | 48*5 | 48*6 | ||
| 50 | 50*2 | 50*2.5 | 50*3 | 50*3.5 | 50*4 | 50*4.5 | 50*5 | 50*6 | ||
| 54 | 54*2.5 | 54*3 | 54*3.5 | 54*4 | 54*4.5 | 54*5 | 54*6 | |||
| 60 | 60*2.5 | 60*3 | 60*3.5 | 60*4 | 60*4.5 | 60*5 | 60*6 | |||
| 65 | 65*3 | 65*3.5 | 65*4 | 65*4.5 | 65*5 | 65*6 | ||||
| 75 | 75*3.5 | 75*4 | 75*4.5 | 75*5 | 75*6 | |||||
| 76 | 76*4 | 76*4.5 | 76*5 | 76*6 | ||||||
| 89 | 89*6 | |||||||||
| შენიშვნა: ჩვენ შეგვიძლია ვაწარმოოთ სხვა ზომები თქვენი მოთხოვნების შესაბამისად.ზედაპირის დამუშავება: ნათელი, გალვანური, ფოსფატი და ა.შ. | ||||||||||
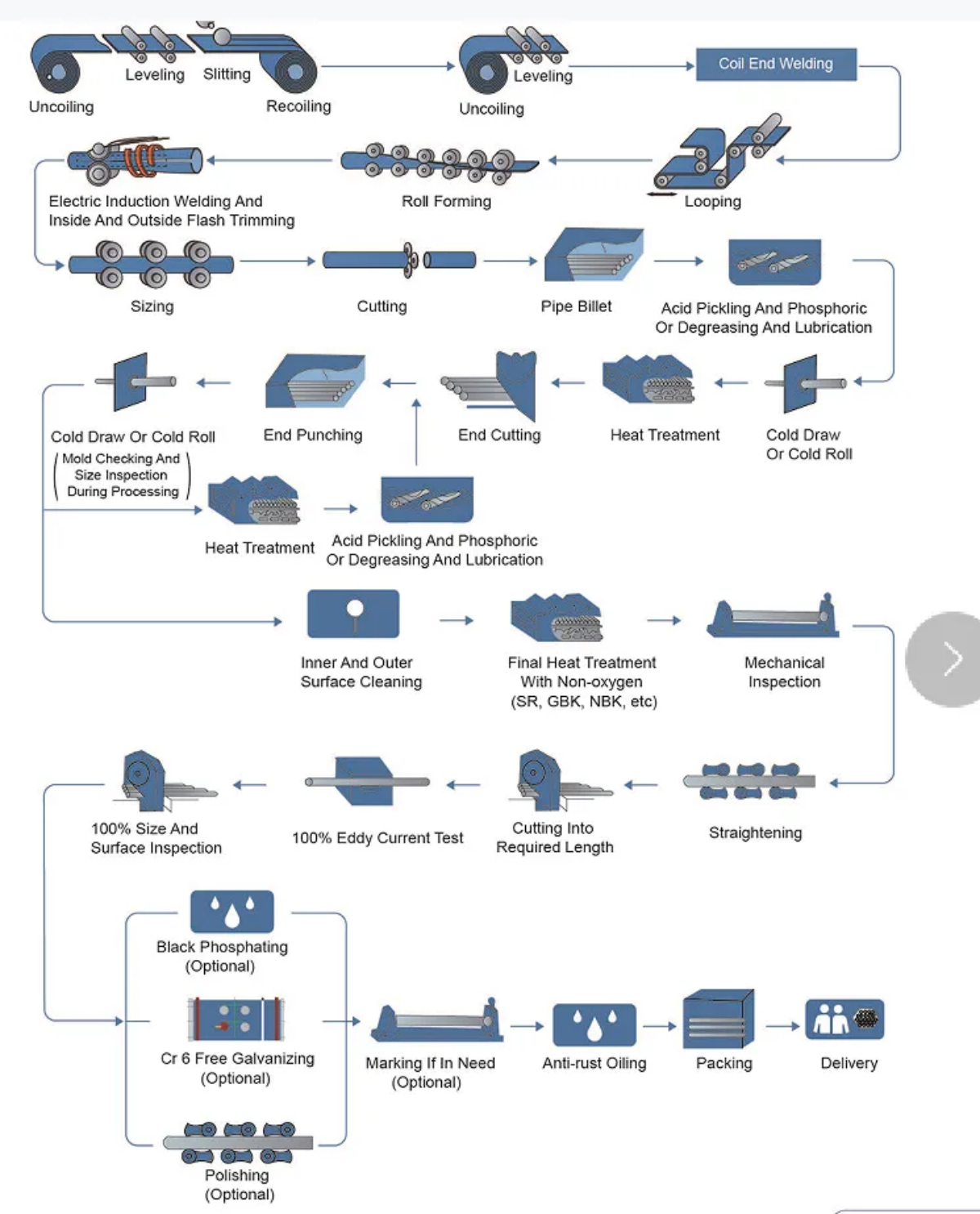
წარმოების პროცესი
უპირატესობები

პროდუქციის ინსპექტირების გაძლიერება წარმოების თითოეულ ეტაპზე, აღჭურვილი სრული სატესტო მოწყობილობით: არადესტრუქციული მორევის ტესტირება, მაღალი წნევის წინააღმდეგობის ტესტირების მანქანა, უნივერსალური მექანიკური დაჭიმვის ტესტირების მანქანა, მოსახვევის გაბრტყელების ცეცხლმოკიდებული ტესტირების მანქანა, სისუფთავის ანალიზატორი, ლითონის ელემენტების ანალიზატორი და ა.შ. დააკმაყოფილეთ პროდუქტების მექანიკური თვისებები, პროცესის შესრულების ტესტირება, უზრუნველყოთ ძლიერი გარანტია კვალიფიციური პროდუქციისთვის.
Ხარისხის გარანტია
1. მკაცრი JIS G3445 სტანდარტის ან სხვა სტანდარტების მიხედვით.
2. ნიმუში: ნიმუში უფასოა ტესტირებისთვის.
3. ტესტები: მარილის სპრეის ტესტი / დაჭიმვის ტესტი / მორევის დენი / ქიმიური შემადგენლობის ტესტი მომხმარებელთა მოთხოვნით
4. სერთიფიკატი: IATF16949, ISO9001, SGS და ა.შ.
5.EN 10204 3.1 სერთიფიკატი





